
Comparison of Quality and Microstructure of Strawberry Powders Prepared by Two Different Drying Methods: Low Temperature Drying with Convection Dryer and Vacuum Freeze Drying
Abstract
Convection dryers are the most affordable and most commonly used dryers for processing of agricultural products. However, since the temperature is high or the drying time is long, materials such as fruits and vegetables may turn brown and the nutrients deteriorate, therefore this method is not suitable for the production of dry powders for fruits and vegetables, which are expected to have bright colors and nutritional functions. Low temperature drying (LTD) has made it possible to produce strawberry dry powder with the equivalent functional components as powder by vacuum freeze drying (FD). In addition, the processing time is shorter and the cost is lower than vacuum FD.
In this study, we demonstrate the superiority of LTD by comparing the quality and microstructure of strawberry powders produced by LTD and vacuum FD.
Article Information
- Received
- Accepted
- Published
Copyright © 2022 Masayo Nishizono, et al.
 This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Corresponding author: Mitsuru Sasaki, Faculty of Advanced Science and Technology, Kumamoto University, Kurokami, Chuo-ku, Kumamoto, Japan —
Competing Interests
The authors have declared that no competing interests exist.
Funding
No specific funding statement was provided by the authors.
Data Availability
No data-availability statement was provided by the authors.
Citation:
Introduction
Drying food is a process in which the water content is reduced, therefore suppressing quality deterioration including spoilage, and enabling long term preservation and storage. In the agricultural, forestry and marine fields, many dried products are produced due to the simplicity of the drying process 1.
For many years, the authors have been engaged in the processing of agricultural products and the guidance of various processing techniques for several food manufacturers in Kumamoto Prefecture. At the agricultural processing site, there has been a high demand for commercialization of dried agricultural products, due to its easy operation and excellent preservability.
Hot air drying method is widely used for drying agricultural products including fruits and vegetables due to its low cost and easy operation 2. There are many reports on the drying products using different materials 3, 4. However, since hot air drying uses high temperatures and long drying time it results in drawbacks such as browning 5, surface hardening, 6 and deterioration of nutrients 7. Currently, there are many reports on the usefulness of vacuum freeze-drying (herein after referred to as vacuum FD) as it is one of the drying methods that does not reduce the quality of the products 8. Nonetheless, vacuum FD requires dedicated equipment, which is expensive and difficult to obtain, and is not suitable for low-cost commercialization.
In a previous report, the authors made a trial for the production of dried tomato powder and reported on a low-temperature drying method (hereinafter referred to as LTD) using a hot air dryer that can retain nutritional (functional) components equivalent to vacuum FD. It was clarified that by drying at a temperature of 40oC, which is not often used for drying agricultural products with a hot air dryer, it is possible to produce a dry powder that holds the same amount of components as vacuum FD and in a shorter time.
In this study, in order to demonstrate whether LTD is effective for agricultural products other than tomatoes, we have conducted a drying test of strawberries, which are the main fruits in Kumamoto prefecture and dry powder products have been highly requested. Strawberries, like tomatoes, have a high sugar content, making it difficult to produce powder using a hot air dryer. Therefore, we compared and verified the color and the amount of functional components after drying with vacuum FD, and discussed the superiority of LTD. At the same time, since hot air dryers from different manufacturers were introduced at each processing plant, the effect of different dryers on the products has also been evaluated.
Materials and Methods
Materials
In this research, the authors studied four types of mature strawberries: Hinoshizuku, Yuubeni, Benihoppe, and Sagahonoka. The strawberries were cultivated in an agricultural plastic greenhouse at the Kumamoto Prefectural Agricultural Research Center, Agri System Research Institute (Kagami Town, Yatsushiro City, Kumamoto, Japan). Table S1 of the supplementary material shows the sugar, citric acid, and glutamic acid contents of each type of strawberry. The whole of strawberry fruits was crushed with a cup holder type crusher in a closed vessel (Magic BULLET, MB-1001, Oak Lawn Marketing, China) with the blender option and subsequently used for drying tests and various analyses. The processed fruits were stored in a freezer at -80°C until analysis commenced.
Drying Methods
LTD was performed using a compact-type food dehydrator SM10S-EH-DPC (Kihara Works Co., Ltd., Yamaguchi, Japan). Approximately 150 g (0.2 g/cm2) of each crushed strawberry was loaded into a container made of parchment paper (25 cm × 30 cm, 750 cm2). Conditions for the drying experiments were set to 40oC for 10 h; subsequently, each dried strawberry sample was crushed to size of 150-300 µm and used for analyses. In addition, for the sake of comparison, two models of a hot air dryer, SM10S-EH-DPC manufactured by Kihara Seisakusho Co., Ltd., and MC-1 manufactured by Meijo Seisakusho Co., Ltd., were used in the LTD method.
In the case of the vacuum FD method, the same amount (approximately 150 g) of each crushed strawberry was dried using a VirTis Genesis Pilot Lyophilizer (SP Scientific, Pennsylvania, US) for 70 h and then crushed to prepare samples for analysis.
Each of the drying tests was performed three times by each method, and the mean value and standard deviation were calculated.
Analyses
Color
The color of the strawberry powder was determined by Color Meter (Model ZE-2000, Nippon Denshoku Industries Co., Ltd. Tokyo, Japan), and values for L* (lightness), a* (- greenness, + redness) and b* (- blueness, + yellowness) were determined. The redness (a*/b*) was calculated from the obtained values.
Microstructure
To study the microstructure of the strawberry powders, samples were coated with osmium and analyzed using a Scanning Electron Microscope (SEM) SU-8000 series (Hitachi High-Tech Corporation, Japan).
Water Holding Capacity (WHC)
The WHC was determined according to the procedure of Sudha et al. 9. In a centrifuge tube, 1 g of powder was mixed with 50 mL of distilled water, and then treated in an ultrasonic bath at 20°C for 20 min. After that, it was centrifuged at 10,000 rpm (KUBOTA 7000, Kubota) for 15min at 20oC, and the supernatant was decanted. The powder with absorbed water was reweighed, and WHC was expressed as g-water/g-dry powder.
Water Solubility Index (WSI)
The WSI was measured using the method of Anderson et al. 10. A mass of 0.5 g of powder and 6 mL distilled water were vigorously mixed in a 50 mL centrifuge tube, and then treated in an ultrasonic bath at 20°C for 20 min. After that, it was incubated in a 37oC-water bath for 30 min and then centrifuged for 20 min at 10,000 rpm (KUBOTA 7000, Kubota). The supernatant was carefully collected in a pre-weighed beaker and oven-dried at a temperature of 103 ± 2oC. The WSI was calculated as the percentage of dried supernatant (g) relative to the 0.5 g powder.
Measurement of Total Polyphenol Content
The Folin–Ciocalteu method was partially modified to measure the total polyphenol content in each of the fresh, low-temperature dried, and vacuum freeze-dried products. A fresh sample of approximately 1 g or a dried sample powder (1 g) was mixed with 2.0 mL of 80% methanol aqueous solution, stirred for 10 s, and then treated in an ultrasonic bath at 40°C for 10 min. After that, the centrifugation treatment of each solution was performed at 3000 rpm for 10 min, and the supernatant was collected. The sedimented residue was mixed with 2.0 mL of 80% methanol solution, stirred for 10 s, and then centrifuged at 3000 rpm for 10 min. This procedure was repeated twice. The total volume of the collected supernatants was adjusted to 10 mL and used as the polyphenol extract.
The total polyphenol extract was quantified according to the method presented by Sawai et al. 11. The total polyphenol content was calculated as the gallic acid equivalent per 100 g of dry weight (g-GAE/100 g-dry weight).
Measurement of DPPH Radical Scavenging Activity
The same extract was used to measure the 1,1-diphenyl-2-picrylhydrazyl (DPPH) radical scavenging activity and polyphenol content. Each extract was measured according to the method described by Oki et al. 12. The measured value was represented by an amount equivalent to the Trolox used as the standard substance (equivalent mmol Trolox /100 g-dry weight).
Measurement of Organic Acids
The organic acid concentration in each extract was measured as follow: approximately 100 mg of dried sample was mixed with 2 mL of 80% methanol aqueous solution, stirred for at least 20 to 30 s until the mix became uniform and then sonicated for 10 min in an ultrasonic bath at 40°C. Subsequently, the solution was centrifuged at 3000 rpm for 10 min, and the supernatant was collected. This procedure was repeated twice. The collected supernatant was adjusted to 10 mL, and then passed through a pretreatment filter with a pore size of 0.2 µm for high-performance liquid chromatography analysis. The organic acid concentration in each extract was measured using a Prominence series Organic Acid Analysis System (Shimadzu Corporation, Kyoto, Japan) with a Shim-pack SCR-102H column (Shimadzu GLC Ltd., Tokyo, Japan, 7 µm, 8.0 mm × 300 mm); 5.0 mmol/L of p-toluenesulfonic acid aqueous solution was used as mobile phase (eluent) with a flow rate of 0.8 mL/min, 5 mmol/p-toluenesulfonic acid aqueous solution containing 0.1 mmol/L of EDTA and 20 mmol/L of Bis-Tris was prepared for pH buffer with a flow rate of 0.8 mL/min, finally, column temperature was set at 35℃.
Measurement of Free Amino Acids
The free amino acid concentration of each extract was measured using a Nexera X2 automatic precolumn derivatized amino acid analysis system (Shimadzu) together with a Kinetex EVO C18 column (Phenomenex, Inc., Torrance, California, USA; 2.6 µm, 3.0 mm × 100 mm); 17 mmol/L of Potassium Dihydrogenphosphate with 3 mmol/L Dipotassium Hydrogenphosphate was used as mobile phase A (eluent A), furthermore, a solution of water/acetonitrile/methanol was prepared following the next ratio: 15/45/40 and was used as the mobile phase B (eluent B). The initial concentration of liquid B was set at 10.5% followed by a flow rate of 0.85 mL/min, and mixer capacity of 18μL. Temperature of the column was kept at 35℃. A fluorescence detector RF-20AXS with a detection wavelength EX 350 nm Em 450 nm was used in this equipment. An amino acid mixed standard solution Type H (FUJIFILM Wako Pure Chemical Corporation, Osaka, Japan) was employed to prepare the calibration curves.
Results and Discussion
Changes in Water Content of Strawberries Owning to the Different Drying Methods.
Table S2 shows the amount of water lost from each strawberry for each drying process. The amount of lost water by the LTD was 88.9-91.2%, whereas that of the vacuum FD was 88.3-90.9%, and the difference in drying between the two was 0.2-0.6%, which was a slight difference. The dry state was almost the same for both LTD and vacuum FD, and there was no further problem as a dry product. Furthermore, Table S3 shows the amount of water lost by the two dryers SM10S-EH-DPC and MC-1. Two strawberry varieties, Hinoshizuku and Yubeni, were used for the comparison. Both dryers showed 88.9% for Hinoshizuku and 90.2% and 90.3% for Yubeni, respectively, and both dryers showed the same degree of drying.
Measuring the Color of Strawberry Powders
Table S4 and Table S5 showed the results of the color measurement of the dry powder prepared by each drying method and the results from the different dryer models. L* represented lightness, a* represented green (-)-red (+) hue, and b* represented blue (-)-yellow (+) one; a*/b* indicated the degree of redness. The lower the a*/b* value, the stronger the green color, and the higher the value, the stronger the red color. In the comparison between LTD and vacuum FD, vacuum FD showed higher values than LTD in all of L*, a*, and a*/b* color parameters (Table S4). However, the value of b* was higher in LTD, and it was found out that the powder made by LTD had weaker brightness and red color, and stronger yellow color than vacuum FD. In LTD, the highest L* values among the strawberry varieties were Yubeni and Sagahonoka. The value of Benihoppe was the second highest, and the value of Hinoshizuku was the lowest. Hinoshizuku had lower a* values than Yubeni and Benihoppe, but b* value was also the lowest, so a*/b* was about the same for all three varieties. Sagahonoka had the lowest a*/b* of 0.77 because the a* value was low and the b* value was high. As a result, among the four types of powders, Yubeni and Benihoppe, which were high in both a* and b* values, showed bright colors and were considered to be preferable as food materials. On the other hand, the powder produced by vacuum FD had a*/b* of 2.21-2.40, which was not significantly different between the varieties, and the appearance color was bright pink. The color difference between LTD and vacuum FD appeared at a drying temperature of 40°C, but it was still considered to be due to the effects of heating and oxidation.
In the drying test of two different models, SM10S-EH-DPC showed about 10% lower L* value than MC-1 (Table S5). The model of SM10S-EH-DPC is slightly lower than that of MC-1 for a* and b*, SM10S-EH-DPC is higher for a*/b* in the variety of Hinoshizuku, and almost the same value for Yubeni. From the appearance observation, the powder made by either the SM10S-EH-DPC or MC-1 dryer did not make a big difference, and it seemed that there was no inconvenience as a food material in terms of color.
Physiochemical Properties of the Strawberry Powders
The electron micrographs of the strawberry powder prepared by each drying method and the different dryers are shown in Figure S1 and Figure S2 of the supplementary material, respectively, and the results of water holding capacity (WHC) and water solubility index (WSI) are shown in Table S6 and Table S7, respectively.
The WHC value of the dry powder was 1.36-2.03 g-H2O/g for LTD and 1.41-2.34 g-H2O/g for vacuum FD. Although there were some differences between the varieties, the difference by the drying method was smaller than the difference between the varieties, and the powder by the LTD method had the same WHC characteristics as the powder by the vacuum FD method. It was also found out that the WHC characteristics did not change much even if the dryer was changed (Table S6). On the other hand, according to the WSI results, the difference between LTD and vacuum FD was as small as ± 5%, and it was considered that the dry powders produced by the drying methods of LTD and vacuum FD had similar characteristics in terms of WSI values. These results might have resulted from the microstructure of the dry powders that were created by the comminution, as shown in Figure S1. Despite the different drying methods of LTD and vacuum FD, the similarities in WHC values could be explained by the fact that the both process of intense milling of strawberry fruit before drying and after drying created particles of similar size and it destroyed the majority of the fruits’ primary structure. At the same time, all powders had a relatively large surface area, which allowed them to absorb water particles to a comparable degree.
Ratti has reported that in the case of whole lyophilised fruits that had not been subjected to comminution, the spongy texture could absorb up to 2–4 times more water than the fruits that had been processed by convection drying—due to considerable damage to their microstructure 13. However, from the electron micrographs (Figure S1), few of the powders of LTD and vacuum FD showed a spongy structure.
In the drying test conducted by Anna et al. using the chokeberries, the WHC of the convection drying method and the vacuum FD showed almost the same value, and the WSI value of the convection drying showed a considerably lower value than that of the vacuum FD. It was reported that the low WSI values obtained for the powders by the convection drying could have resulted from the compressed, hard microstructure of the powders, since separation and migration of minuscule particle aggregates was relatively difficult 14. However, the convection drying at that time was obtained at a temperature of 70°C and a drying time of 48 hours, and the conditions of this LTD were a combination of a very short drying time and a low drying temperature. Therefore, it was presumed that the WSI value was equivalent to that of vacuum FD. The powder obtained by LTD has a partial spongy structure (Yubeni, Sagahonoka) shown in the electron micrograph of Figure S1, and it was suggested that the powder had a looser microstructure (they were not as compressed) similar to that of vacuum FD. In addition, the LTD showed the same physical characteristics even if the dryers were different, so no difference was observed depending on the model (Table S7, Figure S2).
Total Polyphenol Content
Strawberries contained many polyphenols such as anthocyanins, kaempferol, catechins, and quercetin 15. Many reports had been made on the antioxidant activity, antibacterial activity 16, 17, COX inhibitory activity 18, photoprotective activity 19, and carcinogenesis-preventing activity, of the polyphenol extracted from the strawberry. In this study, we aimed to investigate the difference by the drying method in the total quantity of polyphenols as a functional ingredient of strawberries, as presented inTable 1. It has been reported that the polyphenol content in crops differs depending, in between others, on the type of sample, the difference in cultivation environment, maturity, and storage conditions 20, the total amount of polyphenols contained in strawberries was also slightly different between varieties in this test. In LTD, the Benihoppe was the lowest with 1.57 g-GAE / 100 g-dry weight, and the highest was Sagahonoka with 1.88 g-GAE / 100 g-dry weight. Even when compared with the total polyphenol content after vacuum FD treatment, the difference was almost equal to about ±3%, therefore it was concluded that changing the drying method did not have any effect on the polyphenol content.
Table 1. Polyphenol content of strawberry powders obtained from LTD and vacuum FD.| Variety | Polyphenol (g-GAE/100 g-dry weight) | |
| LTD | FD | |
| Hinoshizuku | 1.80 ±0.098 | 1.86 ± 0.072 |
| Yubeni | 1.81 ± 0.107 | 1.83 ± 0.076 |
| Benihoppe | 1.57 ± 0.018 | 1.52 ± 0.078 |
| Sagahonoka | 1.88 ± 0.023 | 1.88 ± 0.122 |
Figure 1 shows the difference in the total quantity of polyphenols between different models of hot air dryers. The content of each polyphenol was about 4% for Hinoshizuku and about 7% for Yubeni, and the dryer made by Akagi (MC-1) was higher than the dryer made by Kihara (SM10S-EH-DPS). It was speculated that the difference in polyphenol content in this result was due to the involvement of polyphenol oxidase, that is, the decrease in enzyme activity due to heating 21. Temperature conditions and water activity have been reported as factors that affect polyphenol oxidase activity 22. It was considered that different models of dryers had different amounts of heat during drying due to the differences in the capacity of the drying chamber, heat sources, and the like. The dryer SM10S-EH-DPS and the dryer MC-1 were dried at the same temperature (40°C) and the same time (10 h). However, since MC-1 has a smaller drying chamber than SM10S-EH-DPS, it was speculated that the calorific value was higher and the polyphenol content was different.
Figure 1. Polyphenol content of strawberry powders obtained by different hot air dryer models.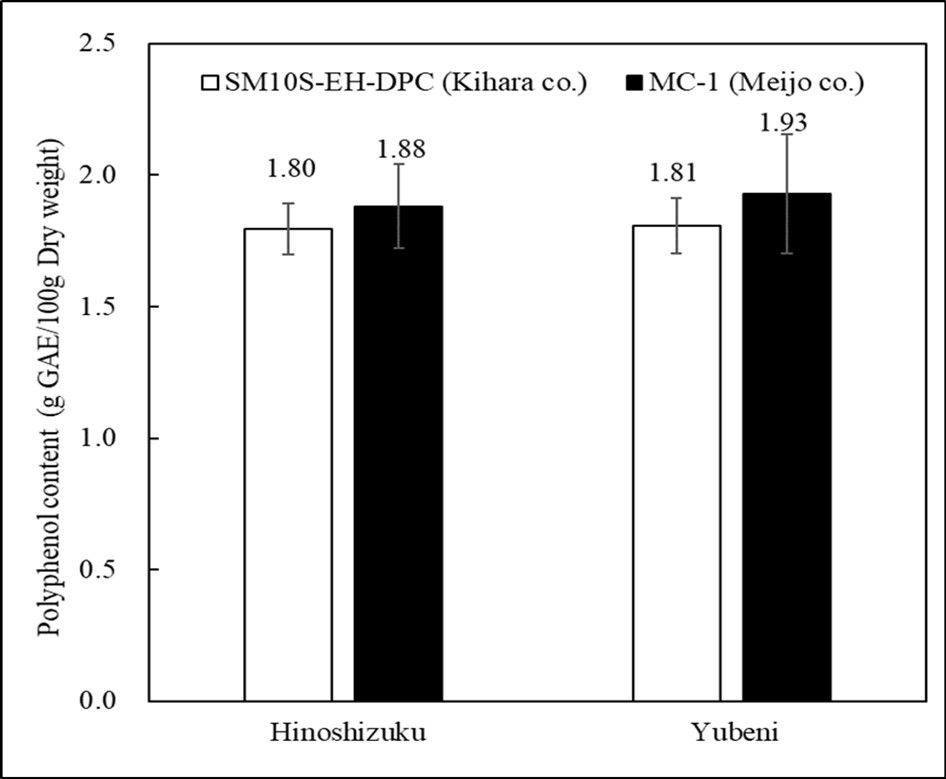
Download figure
DPPH Radical Scavenging Activity
Various anti-acid components contained in foods have exhibited an inhibitory effect on the generation and action of active oxygen and free radicals 23, which are considered to be factors that can lead to cancer and myocardial infarction. Moreover, its antioxidative components are expected to prevent various diseases 24. In particular, because vegetables and fruits contain a large quantity of vitamin C, carotene vitamins, and polyphenols, many reports have been made on their effects 25. It has been clarified that strawberries also contain a large amount of antioxidant components such as anthocyanins and other polyphenols 26. Therefore, the difference in antioxidant properties of strawberries by each drying method was measured using the DPPH radical scavenging activity as an index, and the obtained results are shown in Table 2. The DPPH radical scavenging activity of strawberries was 9.63-11.65 mmol and 9.02-11.22 mmol per 100 g of dry weight for LTD and vacuum FD, respectively. It has been reported that the antioxidant activity of strawberries varies considerably depending on the variety 27. However, in this measurement, even when the value of Benihoppe was low, the other three varieties showed almost the same activity value.
Table 2. DPPH radical scavenging activity from strawberry powders obtained by LTD and vacuum FD.| Variety | DPPH (equivalent mmol Trolox/100 g-dry weight) | |
| LTD | FD | |
| Hinoshizuku | 11.05 ± 1.01 | 11.18 ± 0.19 |
| Yubeni | 11.08 ± 0.50 | 11.08 ± 0.47 |
| Benihoppe | 9.54 ± 0.27 | 9.02 ± 0.09 |
| Sagahonoka | 11.23 ± 0.49 | 11.22 ± 0.21 |
The ratio of LTD to vacuum FD was -1 to 7%, and LTD was slightly higher, but there was almost no difference. Drying of agricultural products with a hot air dryer has been reported to have lower antioxidant activity and functional components than vacuum FD 28, but the drying temperature was often higher in both cases. However, the result of this drying with LTD was that the antioxidant activity was almost the same as that of vacuum FD. On the other hand, the DPPH radical scavenging activity due to the difference in the dryer model is shown in Figure 2. The dryer made by Kihara was 3% higher than that made by Meijo in Hinoshizuku, and it was 4% lower in Yubeni. From this result, it could be inferred that LTD was a drying method that did not depend much on the type of equipment.
Figure 2. DPPH radical scavenging activity from strawberry powders obtained from different hot air dryer models. 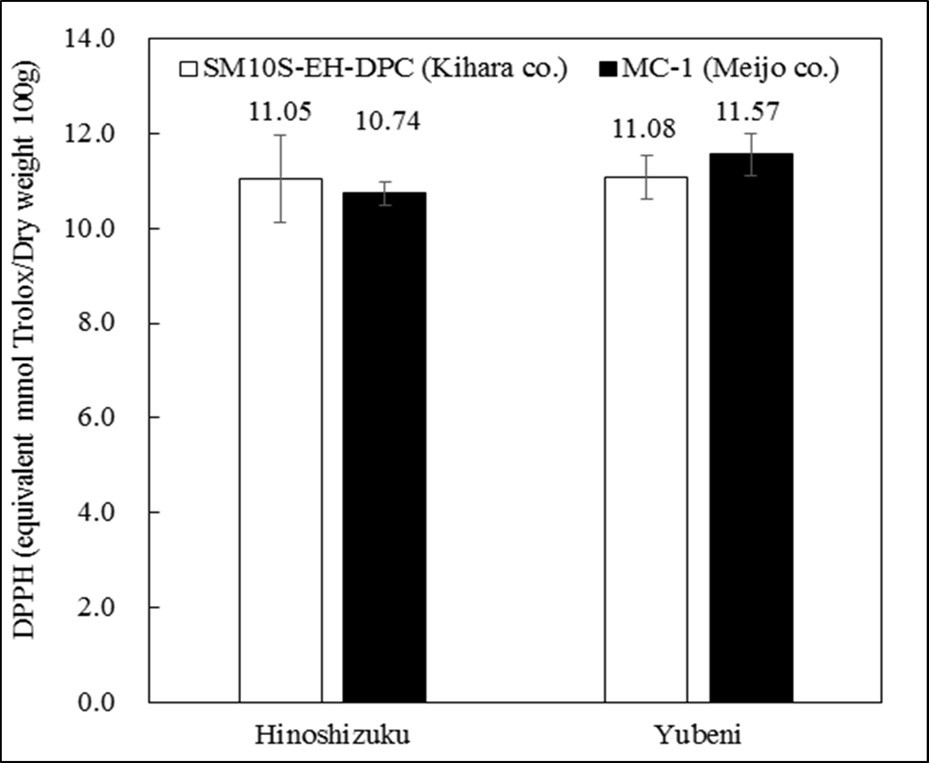
Download figure
Organic Acids
The organic acid content of strawberries after each drying treatment are shown in Table S8. Strawberry fruits contain amino acids, organic acids, and sugars as chemical components involved in taste 29, specially, organic acids are known to be important elements that exhibit sourness. Since the main components of the organic acids contained in strawberries are citric and malic acid, the authors quantified concentrations of both acids for all dried samples. Comparing LTD and vacuum FD, LTD showed 35-17% for malic acid and 36-13% for citric acid, which were lower than vacuum FD. In the previous report, the amount of organic acid in the tomato drying test did not show a large difference between LTD and vacuum FD, suggesting that there is a difference depending on the characteristics of the sample type. On the other hand, regarding the difference in the amount of organic acid between different LTD devices, there was only a slight difference of 1-2% in both the amount of malic acid and the amount of citric acid between the Hinoshizuku and Yubeni varieties as shown inFigure 3.
Figure 3. Organic acid content of strawberry powders obtained from different hot air dryer models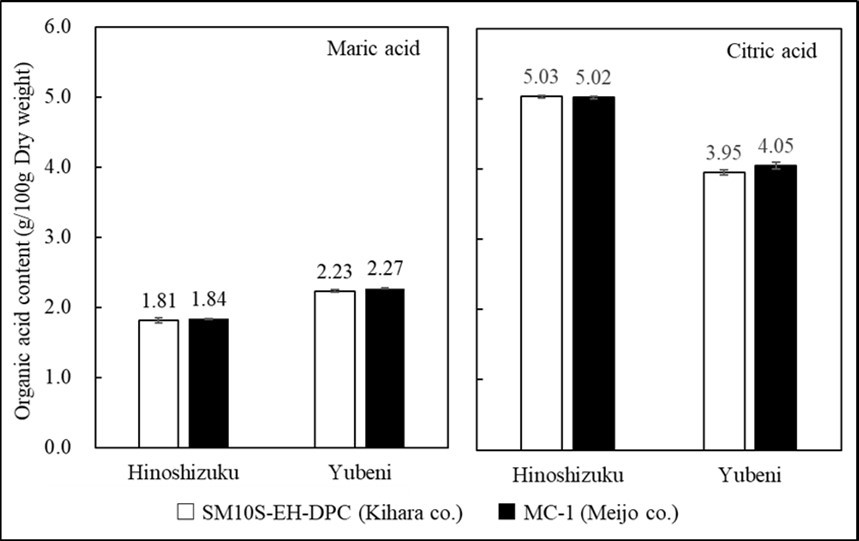
Download figure
Free amino Acids
Free amino acids contained in strawberries are important components involved in taste 30. Of the 21 free amino acids measured, the major amino acids in strawberries are asparagine and glutamine. Therefore, Table S9 shows the amounts of asparagine and glutamine after drying with LTD and vacuum FD. Of the four types of strawberries, the one with the highest asparagine content was Sagahonoka, and the one with the highest glutamine amount was Benihoppe; from these results it was inferred that the amount of free amino acids was highly dependent on the variety. The amount of free amino acids in the strawberry powder produced by the two different drying methods (LTD and vacuum FD) did not show a constant tendency between the two drying methods, and no difference was observed between the drying methods.
On the other hand, in the measurement of the amount of free amino acids between different models in LTD, there was a difference of -4 to 5% for asparagine and -6 to -4% for glutamine compared to the dryer made by Meijo for that of Kihara. (Figure 4) Since the difference between the two is small and the difference changes depending on the strawberry variety, it was considered that there is no superiority or inferiority between the models.
Figure 4. Amino acid content of strawberry powders obtained by different hot air dryer models.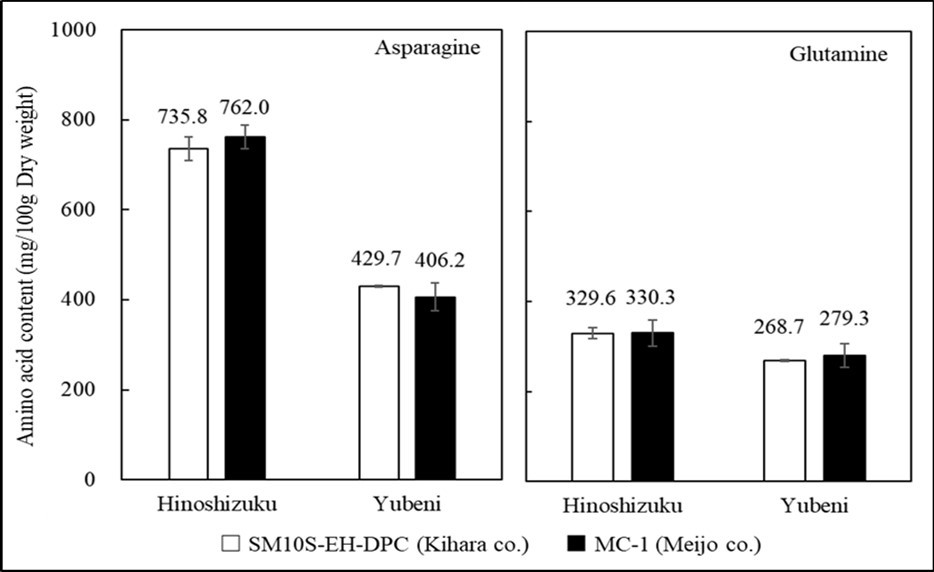
Download figure
From the above results, it was confirmed that the drying characteristics of LTD, such as polyphenols as functional components and taste components, DPPH antioxidant activity, organic acids, and free amino acid storage stability, are almost the same as vacuum FD except for organic acids, and that LTD is a drying method with little difference in the resulting products even when using different models of hot air dryer. Furthermore, we are convinced that LTD is an advantageous drying method for developing functional dried products because it requires less processing time and lower cost than FD even at food processing sites.
Conclusion
Using conventional drying methods, it is difficult to obtain dried products, including dried powder products of vegetables and fruits with high-concentrations of sugars, amino acids, and water, such as strawberries. Additionally, these drying methods reduce the ingredients with the original functionality of these fruits and vegetables (raw materials). Consequently, we carried out drying in a temperature range that does not reduce functional components (low-temperature drying, LTD), and compared the results to those of vacuum FD, which is a drying method that sustains the raw characteristics and causes the least change in ingredients. Then, we examined the effectiveness of LTD and the variability of LTD due to different models. The following conclusions can be drawn from this study:
After drying, the water content was 8–11% for both drying methods, therefore, obtaining a sufficiently dried sample. In comparison, vacuum FD lasted for 90 h, whereas LTD was conducted for 12 h, which was approximately 1/8 of vacuum FD. In addition, the moisture reduction by different models was 88-91%, and the same dry product was obtained.
The color of the powder after drying was different depending on the drying method, and the powder made by LTD had lower L* and a* values and higher b* values than vacuum FD. In addition, the difference between varieties was clearer than that of vacuum FD. However, there was no clear difference in the final appearance of the powders.
Both WHC and WSI as physiochemical properties of the powder were the same for both LTD powder and vacuum FD powder, and no difference was observed in the water holding capacity and the solubility property.
The total polyphenol content after drying in LTD was 15-28% higher than that in vacuum FD. The values were almost the same between different models of hot air dryer.
In DPPH radical scavenging activity, which is an index showing antioxidant activity, LTD was 99-107% of vacuum FD, showing almost the same activity as vacuum FD. In addition, there was no effect for the difference between models of hot air dryer.
As for the amount of free amino acids after drying, the values of LTD and vacuum FD fluctuated between strawberry varieties, so LTD was considered to be an effective drying method comparable to vacuum FD. In addition, the fluctuation of the value depending on the model of hot air dryer was not significant.
Based on the above results, we can conclude that low-temperature drying is a drying method that can produce functional dried foods at a food processing site in a shorter drying time than vacuum FD.
Disclosure Statement
The authors report that there are no competing interests to declare.
Author Contributions
Ms Nishizono designed the experimental and analytical systems for this study and also discussed with co-authors so that we could summarize these findings for the manuscript.
Ms Cinthya Soreli Castro Issasi edited the draft manuscript that Ms Nishizono and Dr. Mizukami had prepared on the basis of the experimental and analytical findings.
Dr. Mizukami investigated related researches on freeze drying and high-temperature drying of natural plants, vegetables and fruits and discussed with co-authors so that we can summarize these findings for the manuscript.
Prof. Sasaki supervised this study and also discussed with co-authors so that we can summarize these findings for the manuscript.
Research Highlights
1. Strawberry powder made by low temperature drying (LTD) exhibits the same physicochemical properties (Water holding capacity and Water solubility index) as the powder made by vacuum freeze drying (FD).
2. LTD has less reduction of nutritional and functional components such as free amino acids and total polyphenols compared to vacuum FD.
3. LTD is a drying method that uses an inexpensive convection dryer, the dried product obtained by this method showed the same quality in a much shorter time than vacuum FD.
Supplementary Information
References
- 1.Ema M. (2006) On transition of dehydrated foods (Vegetable, mushroom and fruit) by patent gazettes. , Journal of Japanese Society for Dietary Life 17, 49-56.
- 2.Ogura N. (1979) Theory and Method of Preserving for Food. Ogura, N., Food Processing Study (in Japanese). , Kenpakusya Co., Ltd. Tokyo 3-35.
- 4.E L Schultz, M, Machado R A F, Bolzan A, M B Quadri et al. (2007) Effect of pre-treatments on drying, density and shrinkage of apple slices. , Journal of Food Engineering 78(3), 1103-1110.
- 5.Morifusa M, Orikasa T, Muramatsu Y, Tagawa A. (2012) Effect of Solution Spraying during Hot Air Drying on Surface Hardening and Browning of Freshly Cut Apple Pulp. , Journal of Japanese Society for Food Science and Technology 59(11), 583-590.
- 6.Orikasa T, Tagawa A, Soma S, Iimoto M, Ogawa Y. (2005) Hot air drying characteristics and hardening of fruits and vegetables. , Journal of Japan Society of Agricultural Machinery 67, 105-112.
- 7.Soysal Y, Ayhan Z, Esturk O, M F Arikan. (2009) Intermittent microwave convective drying of red pepper: drying kinetics, physical (colour and texture) and sensory quality. , Biosystems Engineering 103, 446-455.
- 8.Yamaguchi A, Nishi R, Hirose J, Urabe, Nadamoto K et al. (2012) Changes in Food Items Because of Processing with Different Drying Methods. , Journal of Japan Food Conservation Society 38(3), 169-176.
- 9.Sudha M L, Baskaran V, Leelavathia K. (2007) Apple pomace as a source of dietary fiber and polyphenols and its effect on the rheological characteristics and cake making. Food Chem. 104, 686-692.
- 10.R A Anderson, H F Conway, V F Pfeifer, Griffin J R. (1969) Gelatinization of corn grits by roll and extrusion cooking. Cereal Sci. Today. 14, 4-11.
- 11.Sawai Y, Oki T, Nishiba Y, Okuno S, Suda I et al. (2014) 1,1-Diphenyl-2-picrylhydrazyl Radical Scavenging Components of Leaf Lettuce. Kyushu Okinawa Agricultural Research Center Report No. 61, 23-34.
- 12.Oki T.DPPH radical scavenging activity evaluation method., Food Functionality Evaluation Manual Collection II (Food Functionality Evaluation Support Center Technical Spread Material Review Committee). The Japanese Society for Food Science and Technology. 71-78.
- 13.Ratti C. (2001) Hot air anf freeze-drying of high-value foods: a review. , J. Food Eng 49, 311-319.
- 14.Anna S, S´ Franciszek, Rita R, Ewelina H. (2019) Comparison of quality and microstructure of chokeberry powders prepared by different drying methods, including innovative fluidised bed jet milling and drying. Food Sci Biotechnol. 28(4), 1073-1081.
- 15.M H Sandra. (2004) Potential impact of strawberries on human health. , Crit. Rev. Food Sci. Nutr 44, 1-17.
- 16.Puupponen-Pimiä Riitta, Nohynek Liisa, Hartmann-Schmidlin Sonja, Kähkönen M, Heinonen M et al. (2005) Kirsi-Marja Oksman-Caldentey. Berry phenolics selectively inhibit the growth of intestinal pathogens. , J. Appl. Microbiol 98, 991-1000.
- 17.Takebayashi J, Oki T, Watanabe J, Yamasaki K, Chen J et al. (2013) Hydrophilic antioxidant capacities of vegetables and fruits commonly consumed in Japan and estimated average daily intake of hydrophilic antioxidants from these foods, Journal of Food Composition and Analysis. 29, 25-31.
- 18.N P Seeram, R A Momin, M G Nair, L D Bourquin. (2001) Cyclooxygenase inhibitory and antioxidant cyanidin glycosides in cherries and berries. Phytomed. 8, 362-369.
- 19.Gordon J McDougall, Heather A Ross, Ikeji Magnus, Stewart Derek. (2008) Berry Extracts Exert Different Antiproliferative Effects against Cervical and Colon Cancer Cells Grown in Vitro. , J. Agric. Food Chem 56, 3016-3023.
- 20.M E Olson, Ekvall J, Gustavsson K-E, Nilsson J, Pillai D et al. (2004) Antioxidants, low molecular weight carbohydrates, and total antioxidant capacity in strawberries (Fragaria × ananassa): effects of cultivar, ripening, and storage. , Journal of Agriculture and Food Chemistry 52, 2490-2498.
- 21.Zhu D, Ji B, H L Eum, Zude M. (2009) Evalutaion of the nonenzymatic browning in thermally processed apple juice by front-face fluorescence spectroscopy. Food Chemistry. 113, 272-279.
- 22.Lopez A, M T Pique, Ferran A, Romero A, Boatella J et al. (1997) Influence of drying conditions on the hazelnut quality: enzymatic activity. Drying Technology. 15, 979-988.
- 24.B N Ames, M K Shigenaga, Hagen T M Oxidants, antioxidant. (1993) and the degenerative diseases of aging. , Proc. Natl. Acad. Sci. USA 90, 7915-7922.
- 25.Stintzing F C, Carle R. (2004) Functional Properties of anthocyanine and betalains in plants, food, and human nutrition. Trends Food Sci. , Technol 15, 19-38.
- 26.S M Hannum. (2004) Potential impact of strawberries on human health: a review of science. , Crit. Rev. Food Sci. Nutr 44, 1-17.
- 27.Tulipani S, Mezzetti Bruno, Capocasa B, Bompadre F, J S Beekwilder et al. (2008) Antioxidants, phenolic compounds, and nutritional quality of different strawberry genotypes. , Journal of Agricultural and Food Chemistry 56, 696-704.
- 28.Boris N, Luis V, Xiaoyan X, Marsha S, Hao F. (2018) Phytochemical and physical properties of blueberries, tart cherries, and cranberries as affected by different drying methods. Food Chemistry. 262, 242-250.
Cited by (1)
This article has been cited by 1 scholarly work according to:
Citing Articles:
Journal of Food Measurement & Characterization (2025) OpenAlex Crossref Semantic Scholar